Neposredno rovingiranje za pultruzijo



Neposredno rovingiranje za pultruzijo
Direktno rovingiranje za pultruzijo je združljivo z nenasičenimi poliestrskimi, vinil estrskimi, epoksidnimi in fenolnimi smolami.
Značilnosti
● Dobra procesna zmogljivost in nizka stopnja onesnaženosti
●Združljivost z več sistemi smol
●Dobre mehanske lastnosti
●Popolno in hitro vlaženje
●Odlična odpornost proti kislinski koroziji

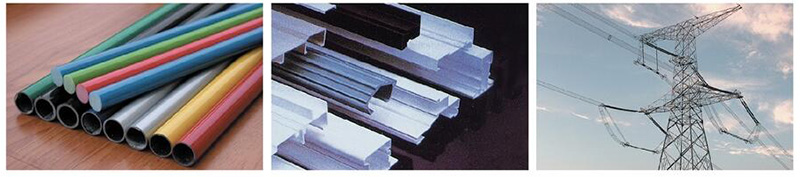
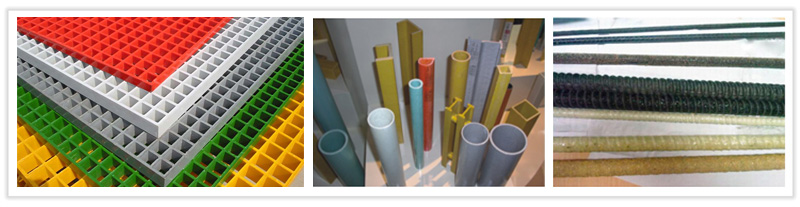
Uporaba:
Široko se uporablja v gradbeništvu, telekomunikacijah in industriji izolacij.
Pultruzijski profili za športno opremo na prostem, optični kabli, različne profilne palice itd.
Seznam izdelkov
| Predmet | Linearna gostota | Združljivost s smolo | Značilnosti | Končna uporaba |
| BHP-01D | 300.600.1200 | VE | Združljivo z matrično smolo; Visoka natezna trdnost končnega kompozitnega izdelka | Uporablja se za izdelavo optičnih kablov |
| BHP-02D | 300–9600 | GOR,VE,EP | Združljivo z matrično smolo; Hitro se vlaži; Odlične mehanske lastnosti kompozitnega izdelka | Uporablja se za izdelavo različnih profilnih palic |
| BHP-03D | 1200–9600 | GOR,VE,EP | Združljivo s smolami; Odlične mehanske lastnosti kompozitnega izdelka | Uporablja se za izdelavo različnih profilnih palic |
| BHP-04D | 1200.2400 | EP, poliester | Mehka preja; Majhna puhastost; Združljiva s smolami | Primerno za izdelavo oblikovanih rešetk |
| BHP-05D | 2400–9600 | GOR,VE,EP | Odlične natezne, upogibne in strižne lastnosti za kompozitne izdelke | Visokozmogljivi pultrudirani profili |
| BHP-06D | 2400, 4800, 9600 | EP | Visoka trdnost vlaken, dobra celovitost in ribbonizacija, združljivost z epoksidno smolo, popolno in hitro vpijanje v smole, dobre mehanske lastnosti, odlične električne lastnosti končnega izdelka | izolacijske palice in izolacijske stebre |
| Identifikacija | |||||||
| Vrsta stekla | E | ||||||
| Neposredno rovingiranje | R | ||||||
| Premer filamenta, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Linearna gostota, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tehnični parametri | |||
| Linearna gostota (%) | Vsebnost vlage (%) | Vsebnost velikosti (%) | Trdnost na lom (N/Tex) |
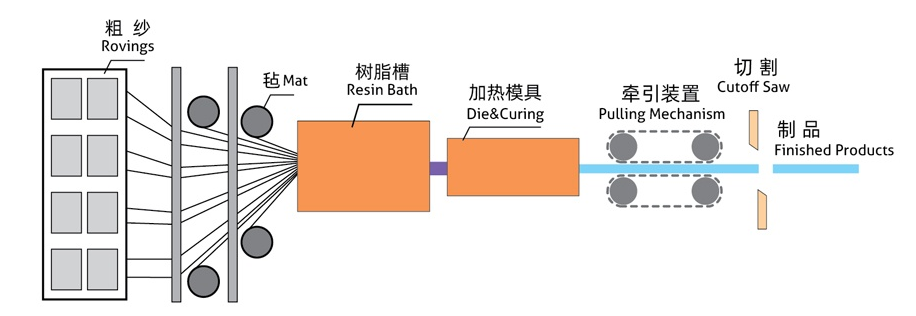
Postopek pultruzije
Rovingi, preproge ali druge tkanine se vlečejo skozi kopel za impregnacijo s smolo in nato v ogrevan kalup z uporabo naprave za neprekinjeno vlečenje. Končni izdelki se oblikujejo pod pogoji visoke temperature in visokega tlaka.